| 首 页 | 新闻资讯 |
学术论坛 | 针织设备 |
针织产品 |
针织时尚 |
技术培训 |
技术服务 |
针织专家 | 留言板 |
|
|||||||||||||||||||
|
| 双PID控制的经编机电子横移系统设计 | ||
| 点击次数: 发布日期:2012-09-09 | ||
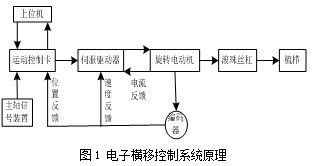
经编机梳栉横移是经编机的重要组成部分,产品工艺的变化是由梳栉的横移来决定。机械式横移机构由于当前小批量、多品种、周期短的市场需求而无法满足要求。虽然直线伺服控制的梳栉横移能够满足需求,但直线伺服价格昂贵。因此,对低成本的旋转电动机控制的梳栉横移的研究已迫在眉睫。然而,在旋转电动机控制的梳栉横移控制系统中,目前采用的位置控制模式的电子横移控制系统不能满足高速经编机的高速度和高定位精度的要求,以致旋转电动机控制的梳栉横移无法在高速经编机中得到普及。 本文提出了一种基于速度控制模式的电子横移控制系统,并在分析该控制模式的电子横移控制原理的基础上,对速度规划曲线、主轴信号装置进行改进,并设计了双PID的控制算法,缩短控制系统的定位时间,提高动态响应性。 1 电子横移的控制系统原理 高速经编机电子横移控制系统包括电流环、速度环和位置环。速度控制模式下电流环和速度环由伺服驱动控制,位置环由运动控制卡控制。 图1所示一种基于速度控制模式的电子横移控制系统原理图,运动控制卡接收主轴位置信号和上位机加载的花型数据,与上位机通信并向伺服驱动器发送横移控制信号,直接控制驱动装置。旋转电动机通过滚珠丝杠驱动梳栉进行横移。电动机的内置编码器作为反馈装置,编码器反馈的是脉冲信号,反馈脉冲的个数和频率分别表示电动机的转过角度和转速。速度控制模式中,运动控制卡接收电动机的反馈位置,驱动器对电动机反馈速度进行运算控制。
2 控制系统的优化 2.1 横移运动规划曲线的提出与选择
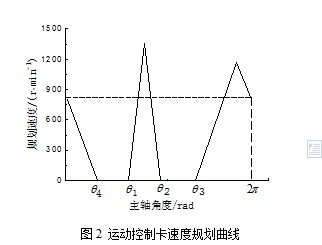
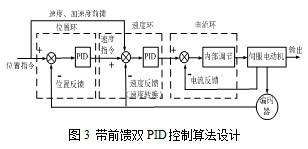
在控制梳栉横移的过程中,需要先通过控制装置规划梳栉运动的速度曲线,本文采用了美国Galil运动控制卡作为控制核心,其优势在于内设多种曲线可供选择,包括5次多项式、修正正弦、修正梯形、等腰三角形、S形曲线等。在实际设计中可以很方便地调用这些曲线。由于梳栉针前横移角度小,允许的横移时间短,复杂的曲线不但起不了作用,反而增加了DSP的运算量。所以速度规划曲线选择等腰三角形曲线,如图2所示。因为该曲线 加减速恒定,加速度无过冲或过小的情况,比较简单,且运动控制系统比较容易实现,这样可以减少DSP计算量,提高系统的响应频率,控制的连续性得到加强。 图2为运动控制卡速度规划曲线图,该图横坐标为主轴角度(rad),主轴转一圈为2π,即2π一个循环;纵坐标为规划电动机速度(r·min-1)。1~2为针前横移的角度,它们之间的面积为针前横移的针距;2~3为针前横移结束到针背横移开始之间的静止角度;3~2π、0~4为针背横移的角度,它们之间的面积为针背横移的针距;4~1为针背横移结束到针前横移开始之间的静止角度。 2.2 主轴信号装置采用绝对式编码器 梳栉的横移使能信号需要根据主轴的位置来确定,即梳栉横移的静止与运动的时间由主轴角度来确定,梳栉在织针之间时不能进行横移,否则会出现撞针。主轴的位置反馈用得比较多且相对简单的是采用接近开关的触发功能来决定梳栉的针前与针背横移的时间,但是该方式反馈的横移使能信号精度低。 为了提高主轴位置反馈的精度,采用一个绝对式编码器对主轴位置进行反馈,构成主轴信号装置。在机器运行的过程中,绝对式编码器将横移的使能信号传入运动控制器,因绝对式编码器每一个位置绝对唯一、抗干扰、掉电后对主轴的位置有记忆功能,不需要重新确定零位。且绝对式编码器的分辨率高。这样大大提高了梳栉横移使能的精度,构成了一套高精度、高稳定性的主轴位置反馈装置。 2.3 伺服采样周期选择 在选择伺服驱动器时,驱动器的采样周期是甚为重要的,其决定着系统定位精度和响应频率。采样周期越小,控制精度就越高,但伺服控制器计算量会越大,易造成频繁中断,影响电动机运行速度和连续性,影响其响应频率。大的采样周期消耗内部资源少,但会引起有用信号的严重丢失,使系统品质变差,进而导致跟踪精度降低。 由于速度控制模式的位置环是由运动控制卡控制,所以相对位置控制模式,伺服驱动器的运算量大大减小,所以动态响应高。因此,在选择采用周期时,应更加注重控制精度的提高,但又不至影响响应频率。根据高速经编机的工艺要求和针前针背横移的角度,在HKS4EL高速经编机上进行摸索试验,最后选择采样周期为125μs的伺服驱动器。 3 双PID控制算法设计 在速度控制模式中,位置环是由运动控制卡进行运算控制,而速度环是在伺服驱动器内进行运算控制,所以设计了位置PID和速度PID双PID控制算法。由于采用速度控制模式控制梳栉的横移是一种模拟量输出信号闭环控制,为了提高控制系统的快速响应性能,在位置环PID的基础上,叠加上正比于内部指令速度和加速度的信号,即速度、加速度前馈。其流程图如图3所示。 在对控制系统进行参数调整时,先要对速度环进行调整。
3.1速度环PID控制算法 对伺服驱动器的调试过程主要是改变带宽的大小,即要使伺服驱动的接收带宽与运动控制器发出的指令信号带宽相匹配。带宽的表达公式如下:
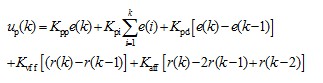
式中:bw:控制系统带宽;Kvp:速度环比例放大系数;Kvi:速度环积分系数; Kvd:速度环微分系数;e(i):第i采样时刻的偏差,即给定值与实测值的差值;A:常数。 在调参数时,应尽可能把带宽调大,这样能保证信号的完整性。 调试技巧:先减小Kvi,当减至出现轻微振动和噪音时,把Kvi调大10%。然后增大Kvp,当增至出现轻微振动和噪音时,再把Kvp调小10%。由于Kvd对带宽的影响很小,所以该参数可以不调。 至此,伺服驱动器内的速度环控制参数可认为已调至最佳状态,以下只需对运动控制卡的带前馈位置环PID参数进行调试。 3.2 带前馈的位置环PID控制算法 运动控制卡控制位置环,从而整定指令位置和 反馈位置的偏差值。在此,设计了带前馈的位置环PID控制算法,其控制规律为:
式中:up(k):第k采样时刻控制器的输出控制量;e(k):第k采样时刻的偏差,即给定值与实测值的差值;Kpp:位置环比例放大系数;Kpi:位置环积分系数;Kpd:位置环微分系数;Kvff:速度前馈增益;Kaff:加速度前馈增益。 在调整位置环参数时,应消除控制回路中出现的跟随误差e(k),使输出控制量与输入控制量达到一致 。 当控制回路出现跟随误差时,调试速度Kvff、加速度Kaff前馈,其中速度前馈用来减小微分增益或电动机环路阻尼所带来的跟随误差,而加速度前馈用来补偿由于电动机的惯性所带来的跟随误差。但前馈过大会使电动机产生超调,因此,当增加至刚出现超调时,把速度、加速度前馈减小5%。 此时,可增加比例放大系数Kpp,以迅速反应误差,从而减少稳态误差,同时也加快系统的响应速度及刚度,但系数过大系统会出现超调。此时可调试位置环微分系数Kpd,增大该系数有助于减小超调量,但会延长系统定位时间。增大积分增益系数Kpi可推动控制器的输出增大使稳态误差进一步减少。 通过对带前馈双PID调整,可以使机器的运行处于最佳的控制状态。 4 控制系统测试与动态响应分析 为了验证速度控制模式的优越性,本文设计了一个对比试验,使控制系统在位置和速度控制模式下进行实验,并通过三菱MR-Configurator伺服监测软件获取不同控制模式下的电动机动态曲线,通过对动态曲线的分析得出各控制模式下的动态响应性。 4.1 两种控制模式控制系统测试 4.1.1 测试系统组成与原理 根据采用位置和速度控制模式对位置环、速度环和电流环三环的控制方式不同,设计了一套以美国Galil运动控制卡为控制核心的实验测试平台。图4为HKS4EL经编机上完整系统图,其结构为: 德国Karl Mayer生产的HKS4经编机1台(E28);WKCAM2.0控制管理层1套;美国Galil运动控制卡1张;三菱J3系列伺服系统;转动-横移转换运动器1套;GB1梳栉(重量8.5kg);用于反馈主轴位置信号的主轴装置1套(主要含一个TRD-512NW型的绝对值编码器);安装有三菱MR-Configurator监测软件的电脑1台。 测试时,采用相同的硬件条件,仅改变控制软件或修改控制参数来改变整个系统的控制模式,以进行位置控制模式和速度控制模式的对比。
4.1.2 测试步骤与结果
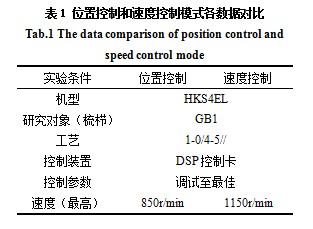
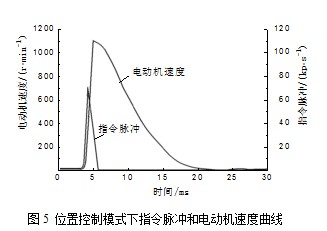
1)按照图4将所有器件安装好,构建完善的实验平台,并在上位机上设置工艺为:1-0/4-5//。 2)通过改变运动控制卡配置程序,使控制模式为位置控制模式,并将伺服系统的控制模式也选为位置控制模式。运行机器,通过调整驱动的控制参数至最佳状态,记录机器所能达到的最高转速。 3)在机械和其它硬件不变的情况下,将运动控制卡配置程序设置为速度控制模式,同时伺服系 统的控制模式改为速度控制模式。运行机器,通过调试带前馈双PID控制参数至最佳状态,记录机器所能达到的最高转速。 表1为位置控制和速度控制模式各数据对比情况。由此可知,速度控制模式系统明显优于位置控制模式。 4.2 两种控制模式动态响应分析 为了进一步获得电子横移系统的动态响应性能,测试过程中还采用三菱MR-Configurator监测软件分别监测了位置控制和速度控制模式下指令信号和伺服电动机的跟随反馈信号。 4.2.1 位置控制模式动态响应分析 图5所示为位置控制模式下控制高速经编机梳栉横移的指令脉冲和电动机速度曲线图,横坐标为时间(ms),纵坐标分别为指令脉冲的频率(kp·s-1)和电动机的速度(r·min-1)。 由图5可知,指令脉冲发送的频率很大,运动控制卡在2.5ms就完成指令脉冲的发送。图中光电编码器反馈电动机的定位时间为16.3ms,定位时间过长,这样会导致梳栉横移过程中动态响应不够,且在定位完成后还会上下波动,说明定位稳定性差,会导致梳栉导纱针与织针相擦,进而限制了速度的提高。
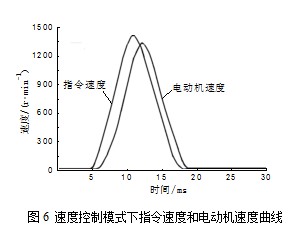
4.2.2 速度控制模式动态响应分析 图6为带前馈的双PID速度控制模式下高速经编机梳栉横移的指令速度和电动机速度曲线图,横坐标为时间(ms),纵坐标为速度(r·min-1),曲线面积为梳栉横移的距离。 由图6可知,电动机速度定位时间滞后指令速度指令时间为1.9ms,跟随误差小,且电动机的定位时间为12.5ms,定位时间比位置控制模式少 3.8ms,梳栉横移过程中动态响应高。电动机运动结束保持静止,无波动,定位稳定性好。 从控制上分析出,采用速度控制模式比采用位置控制模式的定位精度好,动态响应性高,稳定性好。
5 结论 1)选择等腰三角形作为高速经编机电子横移的速度规划曲线是合适的,该曲线能够实现梳栉在较高速度下快速平稳运行,机械横移冲击小,动态响应高。 2)通过在HKS4EL上的对比试验,带前馈的双PID的速度控制模式在机速提高、电动机定位时间、系统高响应性、控制精度上均优于常用的位置控制模式。 3)带前馈的双PID算法的速度控制模式为旋转电动机在高速横移上的应用提供了可能性,为低成本高响应的电子横移发展奠定了基础。 |
||
| 上一篇: 经编成型服装装袖工艺设计研究 下一篇: 第二期纺织科技新见解学术沙龙—经编技术研究与应用成功召开 |
|